- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Dom
>
Produkty > Maszyna do strzyżenia > Maszyna do ścinania gilotyny > CNC Guilotyna maszyna do ścinania







CNC Guilotyna maszyna do ścinania
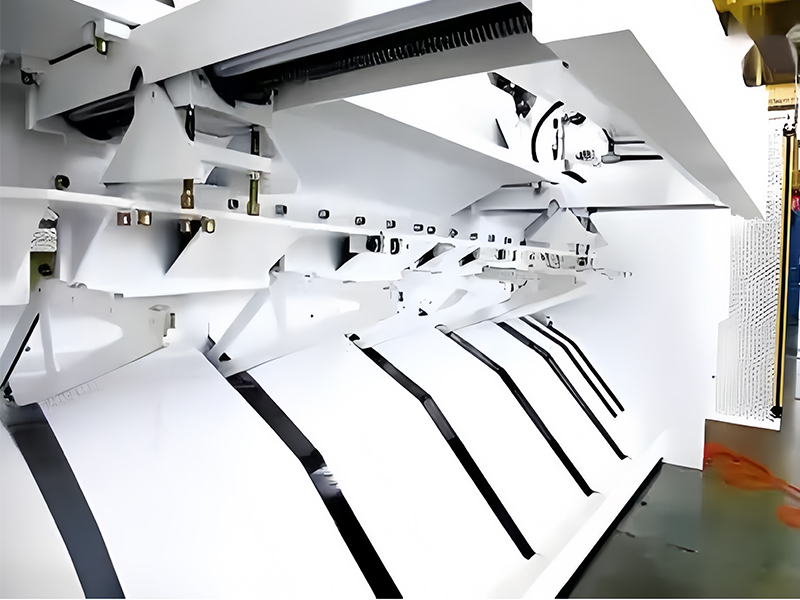
JM CNC Guilotyna maszyna do ścinania gilotyny jest powszechnie używanym urządzeniem do ścinania w przetwarzaniu metalu, zaprojektowanym przede wszystkim do cięcia arkuszy metali o różnych grubościach. Działa poprzez zastosowanie pionowego ruchu w dół górnego ostrza do dolnego ostrza, generując siłę ścinającą w celu osiągnięcia precyzyjnego cięcia. Służy głównie do wysokiej precyzyjnej ścinania materiałów metalowych, takich jak stalowe płyty, stal nierdzewna i arkusze aluminiowe. Maszyna ścinająca jest szeroko stosowana w branżach takich jak produkcja maszyn, produkcja motoryzacyjna i produkcja sprzętu elektrycznego. Metoda ścinania maszyny do ścinania gilotyny JM jest podobna do „bramy” poruszającej się w górę i w dół. Za pomocą transmisji hydraulicznej lub mechanicznej, górny uchwyt ostrza porusza się liniowo w dół wzdłuż stałego ścieżki (zwykle pionowo lub pod kątem nachylonym), aby ścinać arkusze metali. Przy wysokiej precyzji ścinania jest szczególnie odpowiednia do cięcia grubych płyt. Maszyna ścinania JM została zaprojektowana do przetwarzania blachy, zapewniając roztwory do cięcia precyzyjne odpowiednie dla różnych arkuszy metali.
Model:QC11Y-6×2500
Wyślij zapytanie
Opis produktu

Maszyna do ścinania gilotyny
Idealne ścinanie:Maszyna ścinania gilotyny QC11Y-6 × 2500 CNC osiąga doskonałe cięcie, wydajnie i precyzyjnie przetwarzając różne arkusze metali, aby zapewnić gładkie, bez nosa krawędzie przy każdym cięciu. Dzięki zaawansowanym technologii i precyzyjnym systemom sterowania jest szeroko stosowany w branżach takich jak produkcja maszyn, przetwarzanie blachy i produkcja motoryzacyjna do drobnego cięcia materiałów, takich jak płytki stalowe, stal nierdzewna i arkusze aluminium, spełniające wymagania dotyczące przetwarzania o wysokim standardach.
|
Główna lista konfiguracji |
WspółSystem tytułowy na |
|
Wewnętrzna pompa przekładni : USA Sunny |
|
|
Silnik główny : Silnik o szerokości chińskiej |
|
|
Komponenty uszczelniające : USA Parker |
|
|
Główne elementy elektryczne : France Schneider |
|
|
Ostrze : China SJ |
|
|
Śruba kulowa : cHina Taiwan Hiwin |


System sterowania E21S
System sterowania Estun E21S to wyspecjalizowane urządzenie CNC zaprojektowane dla maszyny do ścinania gilotyny, odpowiednie dla szerokiej gamy użytkowników. Znacząco zmniejsza koszt maszyny do ścinania CNC, zapewniając jednocześnie wysoką precyzję pracy.
Wskaźnik wsteczny
System wstecznych jest kluczowym elementem sprzętu do przetwarzania blachy, szczególnie w nożyce gilotyny. Jest odpowiedzialny za dokładne ustawienie przedmiotu obrabianego w celu zapewnienia precyzji i spójności w zakresie wykładania lub zginania. Projekt strukturalny jest solidny, zdolny do wytrzymania naprężeń związanych z długotrwałym działaniem, a przewodniki liniowe zwiększają stabilność ruchu, jednocześnie zmniejszając zużycie.

Cylinder ciśnieniowy sprężyny
Cylinder ciśnienia sprężynyŚcinanie gilotyny jest składnikiem używanym do stabilizacji i wspierania materiału, szczególnie podczas procesu cięcia. Rola cylindra ciśnienia sprężynowego jest zapewnienie, że materiał jest mocno naciskany iutrzymywane na miejscu podczas cięcia, zapobiegania wysiedleniu lub wypaczeniu, tym samym poprawianieiNG Dokładność i bezpieczeństwo.
QC11Y-6 × 2500 Guilotyna maszyna
|
Maksymalna grubość płytki ścinającej (stalowa stal) |
6,0 mm |
|
Maksymalna grubość płytki ścinającej (stal nierdzewna) |
3,0 mm |
|
Wytrzymałość na rozciąganie płyty do ścinania |
450-650 N/mm2 |
|
Maksymalna szerokość płytki ścinającej |
2500 mm |
|
Wysokość tabeli roboczej |
800 mm |
|
Udar backgauge |
10-600 mm |

Przypadki strzyżenia klientów
Fabryka przetwarzania metalu stanęła przed wyzwaniem polegającym na przetwarzaniu różnych rodzajów materiałów metali i miała na celu poprawę wydajności produkcji przy jednoczesnym zmniejszeniu odpadów. Aby to rozwiązać, zapewniliśmy fabryce ścinanie gilotyny JM, wyposażone w system sterowania E21S i zacisk hydrauliczny, zapewniając, że każda płyta pozostanie stabilna i nieruchoma podczas procesu cięcia. Po wdrożeniu jakość cięcia ustabilizowała się i dokładność poprawiła się o 10%. Kogodzinna wydajność produkcji wzrosła o 22%, a fabrycznie zaoszczędził koszty materiałów poprzez zmniejszenie odpadów. Cykl produkcji klienta został skrócony, umożliwiając terminową dostawę i znacznie zwiększenie konkurencyjności rynkowej.
Gorące Tagi: CNC Guilotyna maszyna do ścinania gilotyny, Chiny, producenci, dostawcy, fabryka, spersonalizowana, wykonana w Chinach, tanie, wysokie opłacalne, CE, jakość
Powiązana kategoria
Wyślij zapytanie
Prosimy o przesłanie zapytania w poniższym formularzu. Odpowiemy ci w ciągu 24 godzin.
Produkty powiązane